Фрезерование фасок, углов и профилей
Фреза профильная LEM055-A60-ap19-S22-LP19-210427
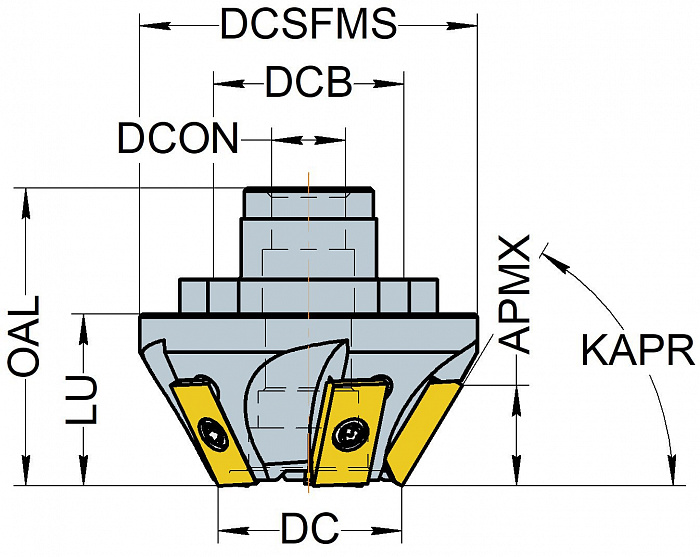
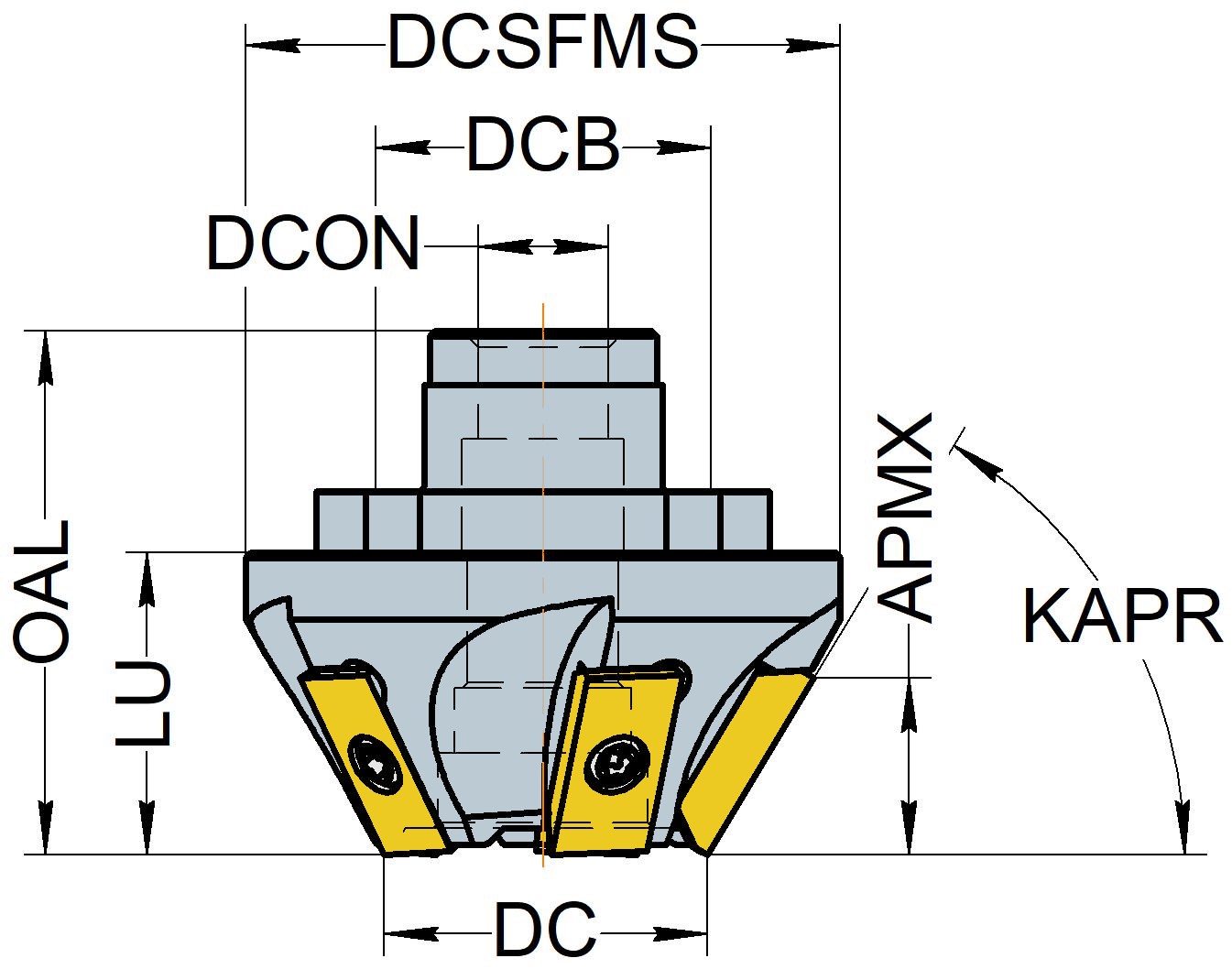
Основные размеры
Технические характеристики
Главный угол в плане (KAPR)
60 °
Диаметр резания (DC)
30 мм
Срок поставки от 6 недель

Технические характеристики
Диаметр резания (DC)
30
Главный угол в плане (KAPR)
60
Интерфейс со стороны станка
Насадная тип А ГОСТ 26595-2014 (винт с головкой с в/ш)
Диаметр соединения (DCON)
12
Пластина
LPGW1904
Серия
Фреза профильная LEM055-A60-ap19-S22-LP19-210427
Винт крепежный
Ключ TORX
- При смене пластин необходимо следить за чистотой посадочного места. Наличие на опорной поверхности грязи может привести к значительному биению конкретного зуба инструмента, к преждевременному износу опорных поверхностей или поломке самой пластины.
- Перед закреплением пластины винтом необходимо позиционировать ее в гнезде и придерживать все время закрепления. Неточное или грубое позиционирование СМП в гнезде может привести к ее поломке.
- Следует помнить, что опорные поверхности гнезд имеют твердость значительно меньшую, чем твердосплавные СМП и эта разница приводит в процессе эксплуатации к износу гнезд. Следите за изменением биения по зубьям, изменение значений данного показателя должно повлечь за собой решение о замене инструмента или дальнейшей работе до показателя определенного как критический.
- Применяйте графитовую смазку для обработки резьбовых соединений инструмента. Это обезопасит вас от выхода резьб из строя.
- Ключ с контролируемым моментом затягивания позволит Вам надежно закрепить пластину, при этом не превысим нагрузку на винт и саму СМП.
- Каждое резьбовое соединение имеет ресурс циклов закрепления. Особенно это важно для резьб малых размеров. Помните этот момент при эксплуатации сборного инструмента.

Серия
Фреза профильная LEM055-A60-ap19-S22-LP19-210427
Винт крепежный
Ключ TORX
- При смене пластин необходимо следить за чистотой посадочного места. Наличие на опорной поверхности грязи может привести к значительному биению конкретного зуба инструмента, к преждевременному износу опорных поверхностей или поломке самой пластины.
- Перед закреплением пластины винтом необходимо позиционировать ее в гнезде и придерживать все время закрепления. Неточное или грубое позиционирование СМП в гнезде может привести к ее поломке.
- Следует помнить, что опорные поверхности гнезд имеют твердость значительно меньшую, чем твердосплавные СМП и эта разница приводит в процессе эксплуатации к износу гнезд. Следите за изменением биения по зубьям, изменение значений данного показателя должно повлечь за собой решение о замене инструмента или дальнейшей работе до показателя определенного как критический.
- Применяйте графитовую смазку для обработки резьбовых соединений инструмента. Это обезопасит вас от выхода резьб из строя.
- Ключ с контролируемым моментом затягивания позволит Вам надежно закрепить пластину, при этом не превысим нагрузку на винт и саму СМП.
- Каждое резьбовое соединение имеет ресурс циклов закрепления. Особенно это важно для резьб малых размеров. Помните этот момент при эксплуатации сборного инструмента.
Новые разработки




Производительная черновая обработка
Фреза LEM032-63X-W32TP11-191212
Главный угол в плане (KAPR) 45°
Пластина TPGX110308
Функциональная длина (LF) 110
Срок поставки от 6 недель
Оптимальный расчет стоимости
Материалы высокого качества
Профессиональная команда
Наш специалист проведет бесплатную консультацию,
составит техническое задание под вашу конкретную задачу
составит техническое задание под вашу конкретную задачу
