





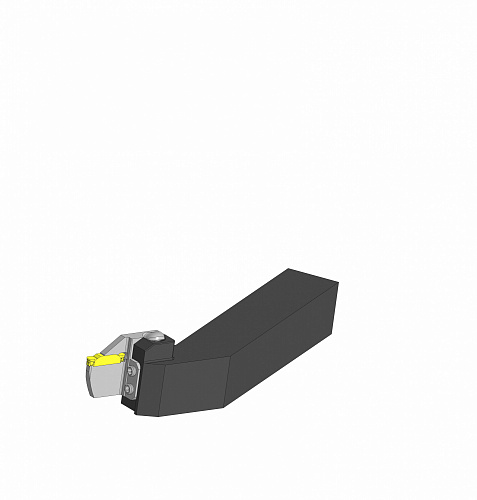


- Крепление типа P (стандар ISO), простота замены и, в случае необходимости, ремонта комплектующих.
-
Универсальность сменных пластин. Токарные пластины SNMG или CNMG:
- SNMG (токарный «квадрат»): 8 прочных режущих кромок; работа в самых неблагоприятных условиях.
- CNMG (токарный «ромб»): обработка уступов; использование «тупого угла» пластины.
- Унификация режущего инструмента.
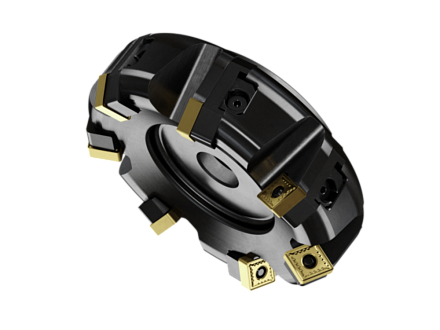
Новые разработки

Производительная черновая обработка
Фреза LEM032-63X-W32TP11-191212
Главный угол в плане (KAPR) 45°
Пластина TPGX110308
Функциональная длина (LF) 110
Разработки ставшие стандартом

Наш специалист проведет бесплатную консультацию,
составит техническое задание под вашу конкретную задачу
составит техническое задание под вашу конкретную задачу
