Торцевое фрезерование
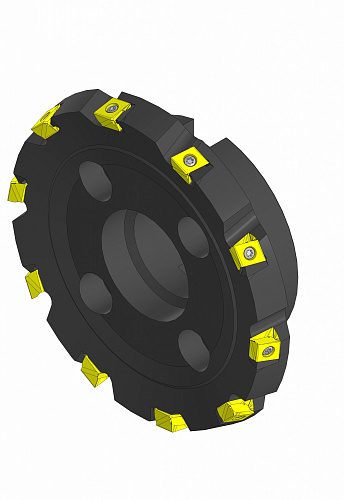
Фреза торцевая FMW315-P60-LPE4-200729
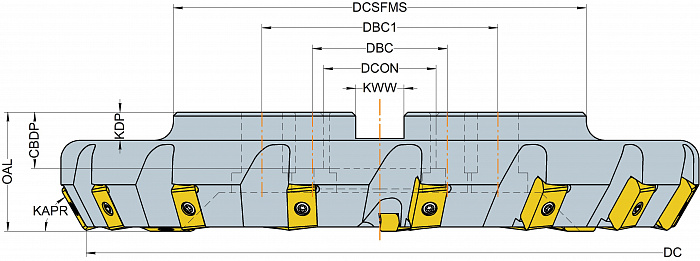
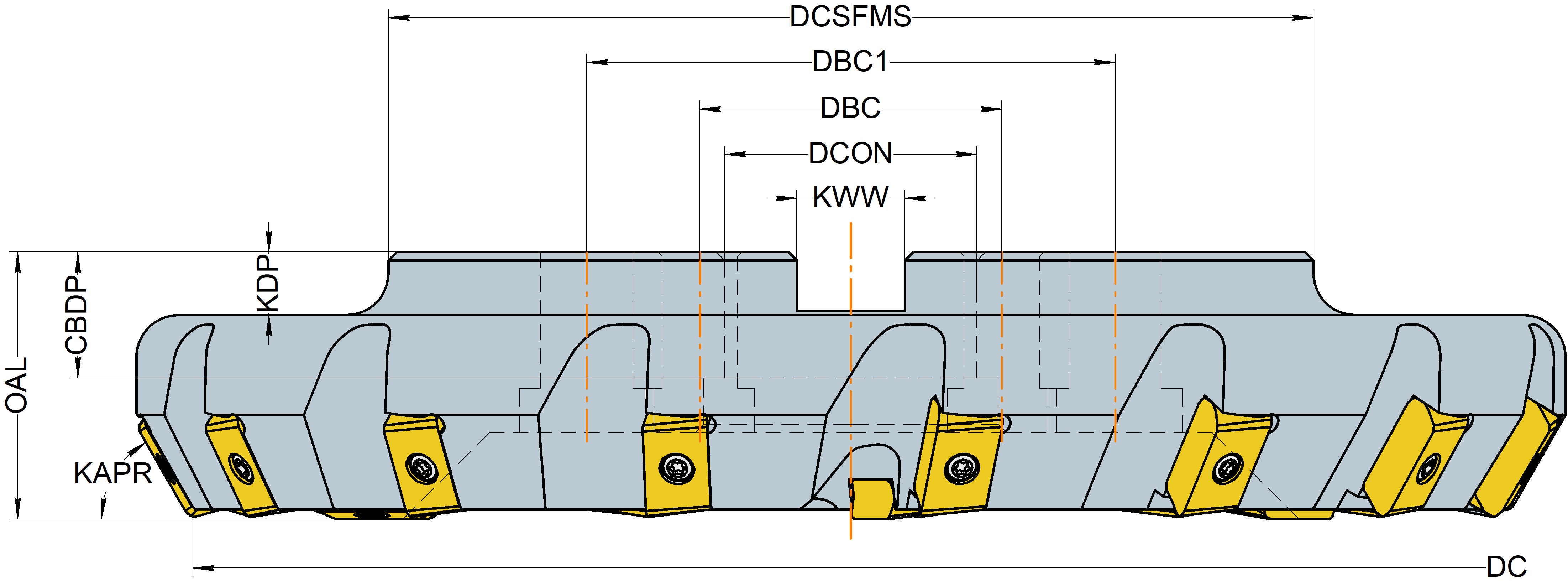
Основные размеры
Технические характеристики
Главный угол в плане (KAPR)
60 °
Диаметр резания (DC)
315 мм
Диаметр корпуса (DCSFMS)
220 мм
Срок поставки от 6 недель

Технические характеристики
Диаметр резания (DC)
315
Главный угол в плане (KAPR)
60
Интерфейс со стороны станка
Насадная тип А ГОСТ 26595-2014 (винт с головкой с в/ш)
Диаметр соединения (DCON)
60
Тип закрепления пластин
S
Исполнение
R
Подвод СОЖ
Нет
Общая длина (OAL)
63
Диаметр корпуса (DCSFMS)
220
Диаметр расположения винтов (DBC)
71,84
Глубина соединения (CBDP)
30
Ширина шпоночного паза (KWW)
25,7
Глубина шпоночного паза (KDP)
15
Серия
Фреза торцевая FMW315-P60-LPE4-200729
Винт крепежный
Ключ TORX
- При смене пластин необходимо следить за чистотой посадочного места. Наличие на опорной поверхности грязи может привести к значительному биению конкретного зуба инструмента, к преждевременному износу опорных поверхностей или поломке самой пластины.
- Перед закреплением пластины винтом необходимо позиционировать ее в гнезде и придерживать все время закрепления. Неточное или грубое позиционирование СМП в гнезде может привести к ее поломке.
- Следует помнить, что опорные поверхности гнезд имеют твердость значительно меньшую, чем твердосплавные СМП и эта разница приводит в процессе эксплуатации к износу гнезд. Следите за изменением биения по зубьям, изменение значений данного показателя должно повлечь за собой решение о замене инструмента или дальнейшей работе до показателя определенного как критический.
- Применяйте графитовую смазку для обработки резьбовых соединений инструмента. Это обезопасит вас от выхода резьб из строя.
- Ключ с контролируемым моментом затягивания позволит Вам надежно закрепить пластину, при этом не превысим нагрузку на винт и саму СМП.
- Каждое резьбовое соединение имеет ресурс циклов закрепления. Особенно это важно для резьб малых размеров. Помните этот момент при эксплуатации сборного инструмента.

Серия
Фреза торцевая FMW315-P60-LPE4-200729
Винт крепежный
Ключ TORX
- При смене пластин необходимо следить за чистотой посадочного места. Наличие на опорной поверхности грязи может привести к значительному биению конкретного зуба инструмента, к преждевременному износу опорных поверхностей или поломке самой пластины.
- Перед закреплением пластины винтом необходимо позиционировать ее в гнезде и придерживать все время закрепления. Неточное или грубое позиционирование СМП в гнезде может привести к ее поломке.
- Следует помнить, что опорные поверхности гнезд имеют твердость значительно меньшую, чем твердосплавные СМП и эта разница приводит в процессе эксплуатации к износу гнезд. Следите за изменением биения по зубьям, изменение значений данного показателя должно повлечь за собой решение о замене инструмента или дальнейшей работе до показателя определенного как критический.
- Применяйте графитовую смазку для обработки резьбовых соединений инструмента. Это обезопасит вас от выхода резьб из строя.
- Ключ с контролируемым моментом затягивания позволит Вам надежно закрепить пластину, при этом не превысим нагрузку на винт и саму СМП.
- Каждое резьбовое соединение имеет ресурс циклов закрепления. Особенно это важно для резьб малых размеров. Помните этот момент при эксплуатации сборного инструмента.
Новые разработки


Фрезерование фасок, углов и профилей
Фреза профильная LEM125-A100-ap92-P40-SP12RP16-210735
Диаметр корпуса (DCSFMS) 89мм


Срок поставки от 6 недель
Оптимальный расчет стоимости
Материалы высокого качества
Профессиональная команда
Наш специалист проведет бесплатную консультацию,
составит техническое задание под вашу конкретную задачу
составит техническое задание под вашу конкретную задачу
